服務(wù)熱線(xiàn),營業執照
13827710288
服務(wù)熱線(xiàn),營業執照
13827710288

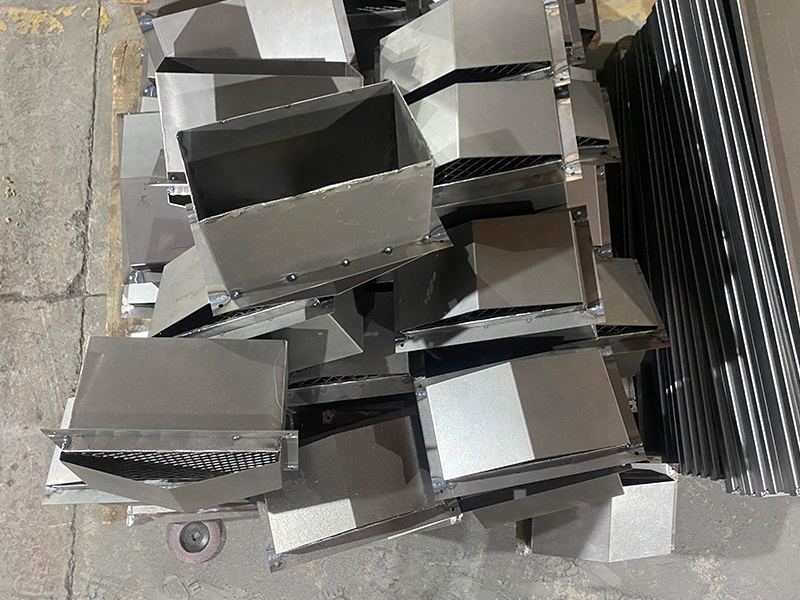
鈑金加工工藝包括以下工序:落料-鉚接/折彎-點焊(hàn)-組(zǔ)裝-包裝(zhuāng)等。
1、落料:根據不同的圖(tú)紙,有不同(tóng)的落料方式,主要有數控(kòng)衝床、激光(guāng)切割等方(fāng)式。讓红桃17c·c18一一(yī)開(kāi)始下料(liào)過程
1)數(shù)控衝床(chuáng)加工後工件邊緣可能(néng)出現較大毛(máo)刺
二)激(jī)光加工斷麵平整,非(fēi)常適合下料後加工異形工件需要(yào)注意的是邊角和毛(máo)刺要(yào)磨光,以利於折彎(wān)時定(dìng)位,保證同批次產品尺寸的一(yī)致(zhì)性
山鈑金加工廠(chǎng),精密鈑金加工廠,機械鈑金定製加工")
2、下料完成後,進行(háng)下(xià)一道工序(xù)。不同的鈑金件有不同的加工程序。工藝(yì)包括折(shé)彎、鉚接、點焊等。
1)壓鉚:根據螺柱的(de)高度和大小選擇。對於模具,確保在使用壓(yā)力(lì)機時(shí)螺柱和鈑金零件表麵必須齊(qí)平
2)折彎:根據(jù)圖紙上所需折彎材(cái)料的尺(chǐ)寸,選擇相應厚度的折彎工具(jù)和折彎槽
3)點焊:為了焊接牢固,在工件與工件的連接處應進行凸焊,焊接位置要(yào)準確。
根據加工程序,有凸包和高低差的零(líng)件需要先用模具衝裁,以免在(zài)其他工序加工後產生幹擾,無法完成下一步。 2、首先要確(què)定折彎順序(xù)。一般規律是由(yóu)內而外,由小到大,由特殊到普(pǔ)通。 3、點焊後,鈑金件表麵會有(yǒu)焊痕,應使用打磨機。
3 處理(lǐ)。折(shé)彎、鉚接等工序完成(chéng)後,工件應進入組裝包裝工序
根據組裝包裝工藝(yì),注意: 1 組裝(zhuāng)前請戴上手(shǒu)套,避免手上沾染灰塵,部分工件(jiàn)需要用氣槍吹幹淨。 2、工件檢驗合(hé)格後,放入專用包裝袋中,以保護工(gōng)件。大量定製的特殊(shū)紙箱或氣泡袋、橡膠墊、托盤、木箱等可用於保護鈑(bǎn)金件
鈑金加工除了對鈑金件的生產工藝有嚴格要求外,還需要對每一個鈑金件進行質量檢查。一是嚴格按圖紙(zhǐ)控製鈑金件(jiàn)尺寸。二是嚴格控製鈑金件的外觀質量。鈑(bǎn)金件的外觀不應有任何劃痕(劃痕(hén))。尺寸不一致的鈑金件將被返工或報廢。這樣红桃17c·c18就可以比(bǐ)較圖紙是否有錯誤,製造過程中是否存在不良的操作習慣,製造過程中是否可能存在錯誤
手機:13827710288 郵箱:1375332758@qq.com
網(wǎng)址:www.eomsoft.net
地址:佛(fó)山市南海區獅山鎮大圃橫崗工業(yè)區橫(héng)興路自編43號(hào)
| |
| 手機站 | 微信(xìn) |